В 2014 году КТИ НП СО РАН был выигран грант
по приоритетному направлению
«Энергоэффективность, энергосбережение, ядерная энергетика»
В 2014 году Конструкторско-технологический институт научного приборостроения СО РАН совместно с Индустриальным партнером Открытое акционерное общество "Новосибирский завод химконцентратов" выиграл конкурсный отбор на трехлетние прикладные научные исследования, направленные на создание продукции и технологий, по приоритетному направлению «Энергоэффективность, энергосбережение, ядерная энергетика» в рамках мероприятия 1.2 Программы.Шифр: 2014-14-576-0049.
Организатором конкурса является Министерство образования и науки Российской Федерации. Конкурсная документация размещена на официальном сайте Минобрнауки России и на сайте Программы. Ежеквартальная и поэтапная отчетная документация расположена на ресурсе Дирекции НТП.
Конкурсный отбор на предоставление субсидий в целях реализации федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014 - 2020 годы» проводится в соответствии с пунктом 3 Правил предоставления субсидий в целях реализации федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014 - 2020 годы», утвержденных постановлением Правительства Российской Федерации от 28 ноября 2013 года № 1096.
Перечень принятых сокращений1. Тема ПНИ
2. Описание проблемы, обоснование актуальности ПНИ
3. Цель
4. Объекты исследования
5. Задачи ПНИ и возможные пути их решения
6. Ожидаемые результаты
7. Области применения, способы использования ожидаемых результатов
8. Возможные потребители ожидаемых результатов
9. Имеющийся у участника конкурса научно-технический задел по теме ПНИ
10. Материально-техническая база участника конкурса, необходимая для выполнения ПНИ
Перечень принятых сокращений
3D – three-dimensional (трёхмерный);
АСМ – атомно-силовая микроскопия;
АЭС – атомная электростанция;
БН – быстрые нейтроны;
ВВЭР – водо-водяной энергетический реактор;
ДР – дистанционирующая решетка;
ИАЭ – Институт автоматики и электрометрии;
НЗХК – ОАО «Новосибирский завод химконцентратов»;
НИОКР - научно-исследовательские и опытно-конструкторские разработки;
СО РАН – Сибирское отделение Российской академии наук;
ТВС – тепловыделяющая сборка;
ТВЭЛ – тепловыделяющий элемент;
КТИ НП – Конструкторско-технологический институт научного приборостроения;
ПНИ - прикладные научные исследования;
РБМК – реактор большой мощности канальный;
ЧПУ – числовое программное управление;
CAD – computer-aided design (автоматизированное проектирование);
PWR – pressurized water reactor (реактор с водой под давлением).
Высокоскоростные оптико-электронные технологии контроля геометрии компонентов перспективных тепловыделяющих сборок.
2. Описание проблемы, обоснование актуальности ПНИКак известно, на ядерную энергетику в мире приходится 13-15 процентов поставок электроэнергии. Существенно, что промышленно развитые страны мира в большей степени зависят от ядерной энергетики. Так, доля ядерной энергетики во Франции составляет 77 процентов, в Республике Корея – 38 процентов, в Германии – 32 процента, в Японии – 30 процентов, в США – 20 процентов, в Великобритании – 20 процентов, а в России она равна 16 процентов. Более того, сегодня в мире обозначилась тенденция, получившая название «ядерный ренессанс». Самые сдержанные прогнозы говорят о том, что в перспективе 2030 года на планете будет эксплуатироваться до 500 энергоблоков (сейчас их насчитывается 435).
Ядерная энергия пока что рассматривается в качестве единственной весомой альтернативы ископаемым видам топлива, а также в качестве важного средства по масштабному сокращению выбросов парниковых газов. Согласно докладу «Инвестиционные тенденции устойчивого развития источников энергии в 2010 году», опубликованному Программой ООН по окружающей среде, в 2009 году возобновляемые источники энергии составляли 18 процентов от общего показателя в мире, в том числе гидроэлектроэнергия занимала 15 процентов, энергия ветра, солнца и биомассы – 3 процента.
Однако в настоящее время роста гидроэнергетического потенциала не ожидается, т.к. водно-энергетические ресурсы развитых стран в основном разведаны. Использование же энергии ветра и солнца в значительной степени ограничено географическими и климатическими факторами (особенно для России). Широкое использование энергии биомассы также не представляется возможным вследствие ограниченности земельных ресурсов.
Кроме того, ядерная энергетика оказывает заметное стимулирующее воздействие на общий промышленный уровень государства. Мировые ядерные державы являются промышленно высокоразвитыми странами. Для развития ядерной энергетики необходимы огромные капиталовложения и высокие технологии, которые свидетельствуют о комплексной силе и стратегических возможностях того или иного государства. Атомная энергетика – отрасль, которая сосредотачивает в себе технологии и денежные средства, затрагивает развитие нескольких десятков других отраслей, в том числе и механики, металлургии, электроники, химии, аппаратов, инструментов и материалов.
Примечательно, что недавняя авария на атомной электростанции «Фукусима-1» не заставила отказаться ведущие страны от использования ядерной энергетики, а скорее наоборот – заставила форсировать программы её развития: закрываются или планируются к выводу из эксплуатации старые электростанции первых поколений; внедряются передовые и безопасные ядерные технологии третьего поколения; усилился контроль над безопасностью на атомных электростанциях (АЭС); тщательно выбирается место для строительства станций. В России строительство новых АЭС планируется в малонаселенных северных районах. Разрабатываются также проекты подземных атомных электростанций.
В целом в настоящее время в России реализуются крупные программы по развитию ядерной энергетики. Так, согласно Энергетической стратегии России на период до 2030 года, рост установленной мощности АЭС к 2030 г. должен составить до 52-62 ГВт, а доля АЭС в общем объеме производства электроэнергии увеличиться до 19,8 процентов.
Стратегией определяются два основных направления развития отечественных АЭС: проектирование и строительство АЭС третьего-четвертого поколений (проекты АЭС-2006, АЭС-ТОИ) на базе хорошо зарекомендовавших себя реакторных установок ВВЭР-1000 (водо-водяной энергетический реактор), а также поиск и освоение новых технологий на быстрых нейтронах (БН). В перспективе планируется ввод новой ядерной энерготехнологии на быстрых нейтронах с замкнутым топливным циклом с уран-плутониевым топливом, которая может снять ограничения в отношении топливного сырья, а также решить проблемы экологии, радиоактивных отходов и нераспространения ядерного оружия.
Россия в настоящее время занимает ведущее место в освоении технологии реакторов на быстрых нейтронах. Именно в России более 30 лет успешно работает единственный в мире энергетический реактор БН-600. Наша страна имеет самый большой технологический задел, опыт создания и эксплуатации таких реакторов. Проект реализации в России БН-энерготехнологий получил название «Прорыв» и реализуется в настоящее время усилиями госкорпорацией «Росатом».
В рамках реализации обозначенных направлений проводятся НИОКР по созданию перспективных конструкций ядерного топлива – тепловыделяющих сборок (ТВС). Сборки отечественных реакторов ВВЭР-1000 (ТВСА и ТВС-2) имеют гексагональную форму и содержат несколько сотен тепловыделяющих элементов (ТВЭЛ) (диаметром порядка 9 мм и длиной около 4 м), 12 – 16 дистанционирующих решеток (ДР), несущий каркас и концевые детали для фиксации кассеты в активной зоне. ТВЭЛ состоит из циркониевой трубы, внутрь которой загружено таблетированное керамическое топливо из диоксида урана. ДР выполнена в виде сотовой структуры, в ячейках которой помещаются ТВЭЛы. С помощью ДР задается требуемое дистанционное расположение пучка ТВЭЛ в поперечном и продольном сечениях, что крайне важно для обеспечения необходимого теплового режима функционирования ТВС.
К перспективным ТВС предъявляются более жесткие требования как по энергоэффективности и экономичности, так и по надежности и времени работы в реакторе. Одновременное выполнение этих требований возможно только при значительном усовершенствовании технологии изготовления ТВС, применении новых материалов, конструктивных решений и качества контроля изготавливаемой продукции.
Неотъемлемой частью технологического цикла изготовления ТВС является контроль характеристик элементов сборки: таблеток, оболочек ТВЭЛ, ТВЭЛа в сборе, ДР и др. Среди различных видов контроля этих объектов важнейшим из них является размерный контроль, при котором измеряются их геометрические параметры, а также контроль внешнего вида (контроль поверхностных дефектов) таблеток, оболочек ТВЭЛ и др. Отклонение, например, диаметров ТВЭЛ и диаметров отверстий ячеек от допустимых размеров приводит к повреждению оболочки ТВЭЛ в случае, когда диаметр ячейки меньше диаметра ТВЭЛ, или к вибрации ТВЭЛ, когда диаметр ячейки слишком велик. Это приводит в конечном счёте к преждевременной коррозии ТВЭЛ, что неизбежно ведёт к снижению надёжности и срока службы ТВС.
Указанные средства контроля должны быть автоматическими и бесконтактными, иметь высокую точность измерения размеров (разрешение порядка нескольких микрометров), высокое быстродействие (сотни измерений в секунду), большой диапазон измерений (десятки миллиметров). Таким требованиям в наибольшей степени удовлетворяют оптико-электронные средства измерений.
Именно их применение способствует повышению надёжности и безопасности ядерного топлива, а также позволяет улучшить управляемость технологического процесса и экономичность производства.
Повышенные эксплуатационные требования к перспективным ТВС для АЭС третьего-четвертого поколений (ТВС-2М, ТВС-АЛЬФА, ТВСА-PLUS, ТВС-2006, ТВС-КВАДРАТ и другие) требуют внедрения в производство все более сложной и быстродействующей контрольно-измерительной аппаратуры для стопроцентного контроля геометрических параметров изделий на всех стадиях производства. Внедрение автоматизированных систем контроля позволяет объективизировать контроль и минимизировать влияние «человеческого фактора», и, соответственно, повысить безопасность как самого производства, так и ядерного топлива в целом. Последнее особенно актуально для производства сборок БН-реакторов, где в связи с высоким обогащением топлива необходимо по возможности полностью исключить контакт персонала с продукцией.
Использование готовых решений, стандартной (имеющейся на рынке) измерительной техники для атомной отрасли России не всегда возможно и оправдано ввиду специфичности продукции (значительного отличия от распространённой продукции обычного машиностроения) и предъявляемых к ней требований в части контроля. Использование же иностранного опыта и готовых решений ведущих производителей ТВС осложнено как конкурентной закрытостью отрасли, так и существенными различиями в применяемых технологиях производства, а подчас и отставанием зарубежных компаний от российских производителей.
В результате многолетнего сотрудничества КТИ НП с атомной промышленностью в рамках межотраслевой научно-исследовательской лаборатории технического зрения (создана в 1987 г. руководством СО АН СССР и Министерства атомной энергетики СССР) создан и внедрён ряд уникальных оптико-электронных средств для бесконтактного размерного контроля геометрических параметров ТВЭЛ, дистанционирующих решёток, концевых изделий в технологических линиях их производства (ОАО «НЗХК», ОАО «Чепецкий механический завод» и др.). Так, система «Размер» позволяет контролировать с разрешением порядка микрометра диаметр ТВЭЛов (в сотнях сечений), их кривизну и длину в темпе технологического конвейера производства этих компонентов (производительность до 60 изделий в час). Этой системой формируется своего рода «геометрический паспорт» на каждый ТВЭЛ. Для выборочного контроля геометрии дистанционирующих решёток в КТИ НП разработана и создана лазерная измерительная машина «Решетка-Н». Она позволяет, благодаря использованию метода структурного освещения, производить за 12-15 минут полный трёхмерный контроль диаметров отверстий ячеек, расстояний между ними, габаритные размеры решётки и др. Её производительность в 300 раз выше, чем у существующих контактных координатно-измерительных машин. В настоящее время используется для выборочного контроля продукции.
Однако, развитие атомной энергетики в части дальнейшего повышения её надёжности и безопасности, освоение технологий перспективных конструкций тепловыделяющих сборок, а также новых технологий на быстрых нейтронах требуют разработки и создания нового поколения оптико-электронных измерительных средств. Они должны обеспечивать стопроцентный размерный контроль всех компонентов тепловыделяющих сборок с погрешностями не более 5 - 7 мкм с более высокой производительностью (в несколько раз больше), чем существующие оптико-электронные средства контроля. Всё это требует поиска новых технических решений при разработке оптико-электронных средств контроля, обеспечивающих, в условиях восприятия и обработки большого объёма измерительной информации, высокую достоверность контроля в реальном времени в цеховых условиях – в технологических линиях производства компонентов ТВС.
В связи с этим актуальной представляется задача создания опережающего задела в области разработки оптико-электронных технологий контроля геометрических параметров компонентов перспективных ТВС.
3. ЦельРазработка оптико-электронных технологий высокоскоростного контроля компонентов перспективных тепловыделяющих сборок с целью повышения безопасности, надежности и экономичности их производства и эксплуатации
4. Объекты исследованияНа рисунке представлена конструкция ТВС. Она содержит несколько сотен ТВЭЛ. ТВЭЛы выполнены в виде циркониевых трубок диаметром около 9 мм, внутри которых находится ядерное топливо в виде топливных таблеткок (ТТ)высотой 9/12 мм и диаметром примерно 7,6 мм, содержащих UO2. Несущий каркас ТВС включает в себя ДР, изготовленный в виде сотовой структуры, в ячейках которой помещаются ТВЭЛы. С помощью ДР задается требуемое расположение пучка ТВЭЛ в поперечном и продольном сечениях (по высоте ТВС).
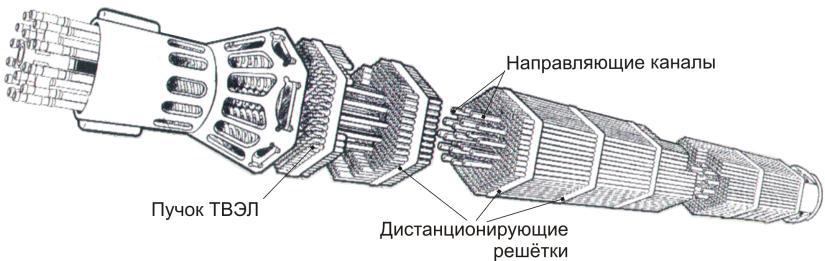
 Тепловыделяющая сборка реактора ВВР 1000
Тепловыделяющая сборка реактора ВВР 1000
Активным элементом ТВЭЛ является ТТ. В число критериев качества ТТ входит их внешний вид. На поверхности ТТ, являющихся керамическими изделиями, в процессе их изготовления могут возникать сколы, поры, трещины. Эти дефекты обычно образуются в наиболее напряженных частях: сколы – по торцам, трещины на боковой поверхности. Кроме того в процессе перемещения ТТ могут колоться, что может приводить к заклиниванию механических узлов транспортирующих механизмов.

Тепловыделяющие элементы
 Топливные таблетки
Топливные таблетки
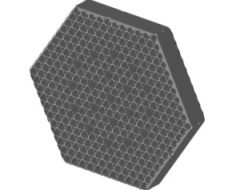 Дистанционирующая решетка
Дистанционирующая решетка
Изображения взяты с ресурсов: publicatom.ru; science.misis.ru; 5fan.ru
В настоящее время в КТИ НП СО РАН совместно с ОАО «НЗХК» разработаны автоматические системы контроля внешнего вида ТТ на соответствие Атласу допустимых отклонений, которые внедряются в ОАО «НЗХК». Однако при внедрении возникают проблемы с перебраковкой ТТ из-за несовершенства алгоритма обработки изображений торцевых поверхностей,полученных телевизионным методом. В связи с этим, с точки зрения повышения надежности контроля, перспективным является выявление дефектов таблеток с непосредственным определением их формы в т.ч. глубины.
Оболочки ТВЭЛ также в процессе транспортировки и изготовления подвергаются механическим воздействиям, которые могут приводить к повреждениям наружной поверхности. В настоящее время определение и измерение дефектов оболочки ТВЭЛ производится токовихревым методом. Этот метод критичен к величине воздушного зазора и свойствам материала оболочки. Поэтому актуальной задачей является поиск и разработка других бесконтактных методов контроля внешнего вида ТВЭЛ в т.ч. оптико-электронных методов.
Сквозной размерный контроль ДР в настоящее время производится контактным методом с помощью калибров – шариков. Для выборочного контроля ДР в ОАО «НЗХК» применяется разработанная в КТИ НП оптико-электронная система «Решетка». Система позволяет отслеживать состояние технологического процесса, но не обеспечивает измерение всей продукции из-за недостаточного быстродействия. Поэтому стоит задача полной замены контактного метода измерений ДР на бесконтактный.
5. Задачи ПНИ и возможные пути их решения- Проведение информационного и патентного поиска технологий контроля при производстве ТВС, применяемых в России и в мире, а также анализ применимости мировых тенденций в области оптических измерительных технологий к решению задач ПНИ.
- Согласование с Индустриальным партнёром технических требований к контролю геометрических параметров основных компонентов перспективных ТВС: таблеток, ТВЭЛов, дистанционирующих решеток и др.
- Разработка методов и подходов с улучшенными (в 2 – 3 раза) показателями по производительности и точности производственного контроля компонентов перспективных ТВС.
- Обоснование улучшенных характеристик нового контрольно-измерительного оборудования с учетом новейшей элементной базы фотоники, электроники и компьютерной техники.
- Разработка экспериментальных стендов и макетов, реализующих разработанные методы контроля компонентов ТВС (реальной продукции и её имитаторов).
- Разработка и создание прототипов базовых узлов измерительных систем.
- Разработка алгоритмов обработки изображений и измерительной информации, обладающих высокой надежностью, достоверностью, а также быстродействием в темпе разрабатываемых перспективных технологических линий для производства ТВС.
- Проведение экспериментальных исследований и производственных испытаний совместно с индустриальным партнёром разработанных аппаратных и программных средств, а также прототипов базовых измерительных модулей.
- Выпуск отчетов по проведенным исследованиям и выработка рекомендаций по реализации опытных и промышленных образцов новых технологий оптико-электронного контроля компонентов перспективных ТВС.
- Патентование наиболее значимых результатов ПНИ. Публикации результатов исследований в открытой печати.
- Изучение состояния и тенденции использования технологий контроля компонентов ТВС на ведущих мировых предприятиях (AREVA, TOSHIBA, WESTINGHOUSE ELECTRIC, ТВЭЛ и др.) по результатам информационного и патентного поиска.
- Создание научной и научно-технической основы для создания новых технологий оптико-электронного контроля.
- Разработка новых методов и подходов организации производственного контроля компонентов ТВС (таблеток, ТВЭЛов, ДР).
- Конструирование экспериментальных стендов, макетов устройств, прототипов базовых измерительных модулей измерительных систем, реализующих разработанные методы высокоскоростного контроля на реальной продукции и её имитаторах.
- Получение математических моделей, описывающих формирование сигналов и изображений в оптико-электронных устройствах.
- Применение высокоскоростных алгоритмов обработки изображений и измерительной информации, имеющие высокую степень надежности и достоверности работы.
- Размещение результатов производственных испытаний отдельных базовых измерительных модулей в производственных условиях (на площадях индустриального партнёра).
- Оформление отчетов о проведенных исследованиях и испытаниях, а также рекомендации по применению разработанных технологий производственного контроля на предприятиях атомной отрасли России.
Полученные результаты будут использованы, прежде всего, в атомной отрасли России, а также в других отраслях промышленности – в ракетно-космической, оптико-механической, горно-добывающей, нефтегазовой, машиностроительной, металлургической, приборостроительной, на транспорте, на предприятиях энергетического и оборонно-промышленного комплекса и др. Разработанные методы и системы могут быть эффективно использованы для трёхмерного бесконтактного контроля огромной номенклатуры изделий в технологических линиях их производства. Их применение позволит заметно улучшить качество выпускаемой продукции благодаря автоматизации контрольно-измерительных операций и исключению субъективного фактора при контроле, своевременной отбраковке изделий.
На основании многолетнего опыта использования в атомной отрасли оптико-электронных средств контроля, разработанных в КТИ НП, можно прогнозировать с большой долей вероятности, что внедрение на её предприятиях результатов ПНИ обеспечит дальнейшее повышение надёжности и безопасности тепловыделяющих сборок при их производстве и эксплуатации на АЭС, а также улучшит условия работы персонала на особо опасном производстве сборок для БН-реакторов, где необходимо максимально исключать контакт персонала с изделиями.
На основе результатов исследований возможно будет оформить интеллектуальную собственность.
8. Возможные потребители ожидаемых результатовВозможными потребителями научно-технических результатов ПНИ могут быть производители ядерного топлива для АЭС и исследовательских реакторов в России и зарубежных странах (Госкорпорация «Росатом»). К ним в первую очередь относятся предприятия Топливной компании «ТВЭЛ»: ОАО «Новосибирский завод химконцентратов» (г. Новосибирск), ОАО «Машиностроительный завод» (г. Электросталь). Также другие предприятия атомной отрасли России, производящие компоненты ТВС: ГНЦ «НИИАР», ПО «Маяк», в перспективе при реализации проекта «Прорыв»: ОАО «СХК» (г. Северск), ФГУП «ГХК» (г. Железногорск). В дальнейшем возможными потребителями могут стать иностранные предприятия атомной отрасли.
В качестве индустриального партнера Проекта нами выбран завод ОАО «Новосибирский завод химконцентратов» (ОАО «НЗХК») – один из ведущих мировых производителей ядерного топлива для АЭС и исследовательских реакторов России и зарубежных стран, единственный российский производитель металлического лития и его солей, чистой литиевой продукции, лития-7 (с атомной долей изотопа лития-7 не менее 99,95 процентов). Входит в структуру Топливной компании «ТВЭЛ» Госкорпорации «Росатом».
В настоящее время примерно 6 процентов от общей установленной мощности энергетических ядерных реакторов мира работают на топливе, производимом в ОАО «НЗХК». По итогам прошлого года выручка предприятия составила более 7,8 млрд. рублей.
Технологический цикл изготовления ТВС включает изготовление порошка диоксида урана и топливных таблеток, снаряжение и герметизацию ТВЭЛов, изготовление комплектующих и сборочное производство самих ТВС. Этот вид производства в составе ОАО «НЗХК» действует и совершенствуется на протяжении более 30 лет. Производственный комплекс изготовления ТВЭЛов и тепловыделяющих сборок оснащен автоматизированным оборудованием, системами управления и контроля, которые должны постоянно совершенствоваться для обеспечения стабильности технологических процессов, увеличения качества готовой продукции и повышения показателей предприятия.
В ОАО «НЗХК» изготавливается 5 основных модификаций ТВС для реакторов ВВЭР-1000 и ВВЭР-1200 проекта АЭС-2006. Предприятие участвует в разработке российской конструкции топлива для западных реакторов типа PWR с 12-футовой активной зоной и форматом ТВС «17х17». Освоена технология изготовления ТВС типа MTR с пластинчатыми ТВЭЛами для исследовательских реакторов западного дизайна. НЗХК изготавливает топливные таблетки для ТВЭЛов типа ВВЭР, РБМК и PWR. Проектная производительность топливных таблеток в ОАО «НЗХК» составляет более 600 000 штук в год.
Предприятие имеет все необходимые предпосылки (технологические возможности, кадры, многолетний опыт сотрудничества с КТИ НП) для внедрения и освоения новейших оптико-информационных измерительных систем КТИ НП для тепловыделяющих сборок нового поколения. В результате двадцатипятилетнего сотрудничества Института с этим предприятием разработаны и внедрены в технологические линии производства ТВЭЛ и ТВС около десятка оптико-электронных измерительных систем. Их применение позволило значительно улучшить качество выпускаемой предприятием продукции и повысить её конкурентоспособность на мировом рынке атомных технологий. По мнению администрации Новосибирской области, среди институтов Сибирского отделения, наиболее эффективно сотрудничающих с ОАО «НЗХК», признан Конструкторско-технологический институт научного приборостроения. Сотрудники этих организаций в 2013 году были удостоены Государственной премии Новосибирской области за создание и внедрение в производственные линии предприятия комплекса оптико-электронных систем для автоматического бесконтактного контроля геометрических параметров элементов топливных сборок реакторов типа ВВЭР.
9. Имеющийся у участника конкурса научно-технический задел по теме ПНИЗа последние 10 лет на предприятиях Госкорпорации "Росатом" введены в промышленную эксплуатацию более 20 разработанных в КТИ НП систем бесконтактного размерного контроля различных ответственных изделий атомной энергетики. Их использование, в конечном счете, способствовало повышению безопасности ядерных реакторов.
Среди этих разработок укажем следующие:
– установка «Размер-06» для бесконтактного измерения в линии производства ТВЭЛ всех требуемых геометрических параметров ТВЭЛ типов В-440, В-1000, В-1500, PWR (диаметров в двух перпендикулярных сечениях (с шагом в несколько мм вдоль оси ТВЭЛ), кривизны, длин, несоосности оболочки и заглушек ТВЭЛ и пр.). Принцип её действия основан на теневом методе измерений. Установка «Размер-06» и предшествующая ей модель «Контроль» находятся в промышленной эксплуатации в ОАО «НЗХК» с 2007 г. и 2002 г. соответственно;
– компактная лазерная измерительная машина «Решётка-Н» для контроля геометрии дистанционирующих решёток в виде сотовой структуры (высотой 20 - 30 мм) с числом ячеек более 300. В основу её работы положен метод структурного освещения в виде ряда световых колец, зондирующих ячейки по глубине, что достигается путём использования специальных дифракционных оптических элементов (синтезированы с помощью лазерного генератора изображений, созданного в КТИ НП). В начале 2009 года измерительная машина запущена в опытную эксплуатацию на ОАО «НЗХК», а с 2010 года находится в промышленной эксплуатации. Система позволяет контролировать до 12 типов российских и западных дистанционирующих решёток с производительностью до 5 изделий в час. Предшествующая этой разработке специализированная модель лазерной измерительной машины для контроля геометрии решёток ВВЭР-1000 находилась в эксплуатации с 2003 по 2009 годы;
– оптико-электронная система «Профиль» для контроля микродефектов на поверхности ТВЭЛ. В основу её работы положен метод низкокогерентной интерферометрии, что позволяет формировать 3D модели микропрофиля поверхности объекта с разрешением в 0,1 мкм в диапазоне от нескольких микрометров до 10 мм. С 2002 года находится в промышленной эксплуатации в ОАО «НЗХК» в технологической линии производства ТВЭЛ.
В стадии опытной эксплуатации в ОАО «НЗХК» находится уникальная высокопроизводительная система технического зрения «Дефект - Вид» для автоматического контроля качества (внешнего вида) поверхности топливных таблеток из двуокиси урана. Принцип её работы основан на формировании и регистрации цифровыми камерами изображений торцевых и цилиндрических поверхностей таблетки в наклонном пучке света с последующей операцией выделения дефектных областей методами цифровой обработки изображений. Решение по отбраковке изделий принимается на основе применения оригинальных алгоритмов распознавания образов, разработанных с учётом огромной базы таблеток с различными видами дефектов. Производительность системы – 6 таблеток в секунду. На 2014 год намечен запуск системы «Дефект - Вид» в промышленную эксплуатацию.
Опыт создания систем контроля трехмерных объектов (ТВС, ТВЭЛ, дистанционирующих решеток, ядерного топлива и пр.), имеющееся в КТИ НП уникальное оборудование (генератор изображений CLWS-300) для синтеза дифракционных оптических элементов, а также материальное оснащение лабораторий института позволяют провести заявленные ПНИ на высоком научно-техническом уровне и в указанные сроки.
10. Материально-техническая база участника конкурса, необходимая для выполнения ПНИКТИ НП обладает необходимой для выполнения исследований, создания макетов, моделей, экспериментальных образцов производственной мощностью и инфраструктурой. Институт имеет собственное опытное производство (персонал - 35 человек), которое позволяет осуществлять изготовление различных приборов и научно-технического оборудования, в том числе прецизионного. Оно включает семь производственных участков и семьдесят единиц станочного оборудования, в т.ч. станки с ЧПУ.
Являясь одним из российских лидеров в области разработки и конструирования оптических и электронных автоматических систем для бесконтактного измерения и контроля, институт создает системы и приборы для научных исследований, а также наукоемкую продукцию для базовых отраслей страны: атомной, космической, оптико-механической, горнодобывающей, автомобильной промышленности и железнодорожного транспорта.
КТИ НП СО РАН создан в 1991 году (расположен в Новосибирском Академгородке) на базе Специализированного Конструкторского бюро (организовано в 1972 году). Институт ведёт научные и прикладные исследования в следующих областях: 3D-оптика, оптико-информационные измерительные технологии, лазерные технологии, оптическая нанометрия.
Он осуществляет разработку и выпуск современной наукоемкой продукции, а также разработку и изготовление экспериментального оборудования для академических и отраслевых НИИ.
В Институте действует пять крупных комплексных лабораторий, укомплектованных научными, инженерными и конструкторскими кадрами. В состав КТИ НП входят два конструкторских отдела, потенциал которых выполняет разработку продукции в CAD-системах трёхмерного моделирования, а также осуществляет полноценное сопровождение разработок конструкторской и эксплуатационной документацией. В стадии завершения в Институте находится реализация сквозного цикла проектирования и изготовления изделий «от чертежа – к станку», что значительно позволит повысить эффективность выполнения НИОКР.
Высококвалифицированный научно-инженерный потенциал, экспериментальная база и действующее опытное производство позволяют институту в сжатые сроки (в ряде случаев - до восьми месяцев) создавать на основе научно-исследовательских разработок конкурентоспособные образцы принципиально новой техники для поставки на экспорт и оснащения технологических линий отечественного производства.
